帮忙做某事 英语:《用常规工艺加工精密斜齿轮、蜗轮注塑模具型腔的方法》 - 模具技术交流 - CAE模具高校...
来源:百度文库 编辑:偶看新闻 时间:2024/04/29 13:33:47
《用常规工艺加工精密斜齿轮、蜗轮注塑模具型腔的方法》
作者: 查鸿达
用工程塑料注塑成型的齿轮、蜗轮,目前已经有了相当广泛的应用,相应的模具也有很大的需求。由于工程塑料在注塑成型过程中,会产生收缩,因此,用标准的模数刀具来加工齿轮和蜗轮的注塑模具的型腔是难以实现的,尤其是当模具的型腔要求有较高的硬度时。
假如是直齿轮,就比较容易解决,现在有很多精度很高的线切割机,还有可以精确画出齿形的各种软件。可以轻而易举地解决直齿轮的造型。
但是模具工厂经常会遇到斜齿轮和蜗轮的注塑模具。下面以一个斜齿轮为例:

 下载 (56.04 KB)
下载 (56.04 KB)
2009-7-24 14:43
这是一个1模数53齿的变位斜齿轮。从模具结构的层面看,通常斜齿轮的注塑模具的结构是很常规的,只要保证足够的精度,一般的模具工厂都可以满足客户的要求。
 下载 (69.28 KB)
下载 (69.28 KB)
2009-7-24 14:43
 下载 (51.15 KB)
下载 (51.15 KB)
2009-7-24 14:43
但是斜齿轮注塑模具的齿形的成型部分的加工,是每个模具工厂必须面对的难题,当型腔硬度要求HRC50以上时,是很难用切削的方法实现的,也不可能用线切割的方法来实现,因为斜齿轮的齿形的“母线”是螺旋线。
 下载 (25.95 KB)
下载 (25.95 KB)
2009-7-24 14:43
对于精度不高的斜齿轮,以往有电铸工艺和铍铜铸造工艺,这样得到的造型零件的硬度是不太理想的,而且齿形的精准度也是不理想的。因为无论是“电铸”还是“铍铜铸”,都需要先做一个“公”,也就是和最终要取得的斜齿轮相似的零件,由于工程塑料收缩的关系,它与最终所要求的产品在几何尺寸上有差别,这个差别的大小与所用的塑料有关,假如所用的塑料是POM,一个直径50mm的齿轮的直径方向的差别就在1mm以上。对于精度不高的齿轮,这个误差是用“变位系数”来调整补偿的。但是在齿形方面的误差就很难补偿,齿形的很多参数都是与模数有关的。譬如是1模数的齿轮,标准的齿高是2.25m。放了收缩率后的模数就是1.025模数,齿高的误差为0.056mm。为了取消这个误差,我们不可能化很大的代价定做模数是1.025的“滚齿刀”来加工这个“公”。单件加工“滚齿刀”的成本肯定是很高的。这样,就产生了一个加工凹的斜齿轮或者蜗轮的模腔的“盲区”。
现在已经有可以螺旋进给的高精度电火花加工机床,但是,这个“公”(电极)怎么做?除非是做m1.025的滚齿刀,在滚齿机上“滚”出来。但是这种可能性比较小,因为磨削这个滚齿刀的“渐开线”有较大的难度,而且它的模数不是整数。 斜齿轮, 查鸿达, 蜗轮, 齿轮, 老查


 发表于 2009-7-24 14:18 [只看该作者] [回复] [引用]
发表于 2009-7-24 14:18 [只看该作者] [回复] [引用]

 下载 (20.99 KB)
下载 (20.99 KB)
2009-7-24 14:44
这个电极是用每分钟42000转的高速加工中心铣出来的,齿形的精度误差在0.002以下。关键的问题是这个齿的三维数字模型的建模是否准确?一般的情况下,这个三维数模的原型(未计算收缩率时)是由客户提供的,但是在这里我提醒大家一个问题,一般的客户会提供一整套详细的参数,来作为验收的标准。而他们提供的三维数字模型仅仅是作为参考,为了验证这个三维数模是否准确,我们有必要重新建立数字模型来进行验证。
第一步先画出这个斜齿轮的端面的形状,有很多专门的软件可以精确地将齿形画出来(譬如Marstercam):
 下载 (22.43 KB)
下载 (22.43 KB)
2009-7-24 14:44
这里要注意的是,画这个齿形的主要参数:模数,在这里要选“端面模数”,而不是“法向模数”!
斜齿轮的“母线”是螺旋线。斜齿轮的众多参数中,一定有一项参数叫“螺旋角”。我们按客户给定的螺旋角和斜齿轮的“节圆直径”推算出“螺距”(导程)。这样可以画出“螺旋线”,螺旋线的基圆半径取斜齿轮的“节圆”半径。接下来用上面的齿形按“螺旋线”进行实体“导动”,我们便得到这个齿轮的三维数模。
执行“比较”指令,我们便可以将客户提供的三维数模与我们画出来的齿形进行比较。多数情况是不吻合的,我经常遇到的产品设计师都是软件操作的高手,而不是齿轮行业的专家。我们必须与客户方面的产品设计师进行沟通和论证。假如二者相吻合,我们就可以进行下一步的操作。
在确定了我们所用的工程塑料的收缩率后。我们可以执行“比例缩放”命令,将这个“三维数模”放大到我们制造模具所需要的尺寸。然后去除其他的齿,留下单齿,画成前图的电极的形状。其中,连接齿形的长方体的二侧面是分中面。上下面是定Z方向的定位面,是用来确定电极的加工深度的。端面是定Y方向的定位面,这些定位面必须与齿形同时一次性铣出来,而且要保证足够的精度,它将直接决定斜齿轮型腔的精度。火花机加工分三次进行,电极的火花间隙分别为:0.2mm、0.05mm、0.01mm。电极的火花间隙是在编程时用刀具补偿来实现的。
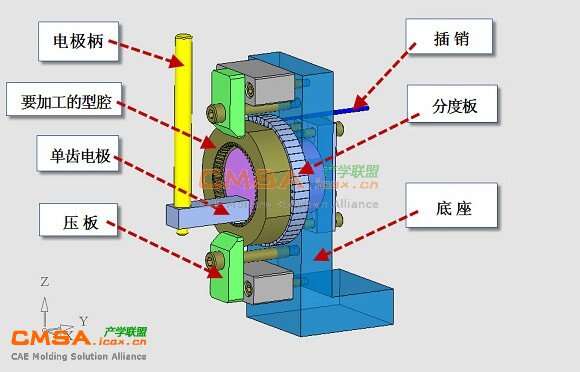
精确的分度是加工斜齿轮模具的型腔的关键,最直接的想法就是用“分度头”来进行分度。但是在实际操作时发现分度头非常的笨重和不方便,而且分度时有一个正转和反转的间隙,一不小心就会有误差,而且这个误差当时不会发现,检测也很困难。据本人多年操作经验的了解,分度头上配套的分度板上的小孔的精度是有问题的,据机床附件厂的朋友介绍,它是用“钻模”钻出来的。因为这些小孔的直径很小,不可能用座标磨床来磨加工。所以靠机械工厂里常规的分度头来对斜齿轮型腔的精确分度是不可能的。(弧长的误差在0.01以下)我设计了一种用来精密分度和定位的简单夹具,供大家参考。
 下载 (41.4 KB)
下载 (41.4 KB)
2009-7-24 14:44
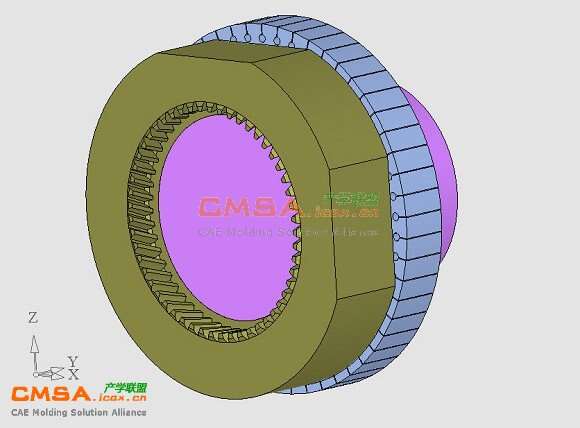
分度板是这样的:
 下载 (40.92 KB)
下载 (40.92 KB)
2009-7-24 14:44
它上面的均布的53个定位孔与中间的定位孔是用精密线切割机(慢走丝)一次性做出来的,这53个小孔不用先打预先的穿丝孔,线切割加工时直接从外面割进去,可以减少线切割机床因为不断地关机和开机引起的误差。(穿丝必须关机)分度板与要加工的型腔是靠套在一个精度很高的轴上来定位的。并用4个螺钉固定,这4 个螺钉一直到完全加工完毕才松开。
 下载 (41.21 KB)
下载 (41.21 KB)
2009-7-24 14:44
 下载 (38.32 KB)
下载 (38.32 KB)
2009-7-24 14:44
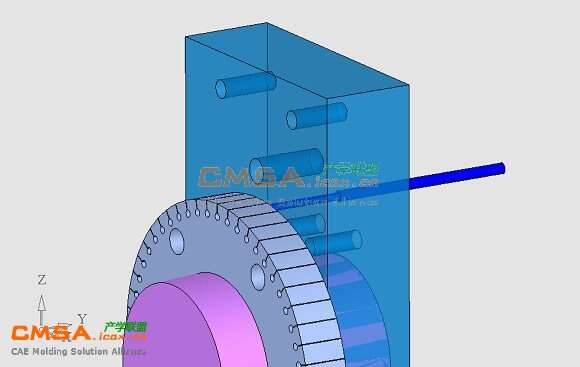
在夹具的底座上有一个精密的孔,有一根插销将它与分度板相连接:
 下载 (26.94 KB)
下载 (26.94 KB)
2009-7-24 14:44
每加工完一个齿,松开压板,拔出销钉,将分度板转过一个小孔,再插入插销,收紧压板,再加工下一个齿。这个夹具使用起来比较方便,直接放在火花机的磁性台面上吸住,打表分中,碰数后就可以加工,重量也很轻,一般不超过3公斤。
 下载 (67.26 KB)
下载 (67.26 KB)
2009-7-24 14:44
对于精度不高的塑料齿轮,用普通的火花机来加工,也是非常简便,精度是足足有余的。对于高精度的齿轮,则夹具的每一个零件必须有很好的精度,最后一道的火花机工艺要用精度较高的火花机,譬如“夏米尔”。
这是我在实际生产中取得的一点小经验,也适用于加工塑料“蜗轮”的模具,只要建立精准的数字模型,其加工方法与加工斜齿轮的型腔是一样的。供大家参考。谢谢。
作者: 查鸿达
用工程塑料注塑成型的齿轮、蜗轮,目前已经有了相当广泛的应用,相应的模具也有很大的需求。由于工程塑料在注塑成型过程中,会产生收缩,因此,用标准的模数刀具来加工齿轮和蜗轮的注塑模具的型腔是难以实现的,尤其是当模具的型腔要求有较高的硬度时。
假如是直齿轮,就比较容易解决,现在有很多精度很高的线切割机,还有可以精确画出齿形的各种软件。可以轻而易举地解决直齿轮的造型。
但是模具工厂经常会遇到斜齿轮和蜗轮的注塑模具。下面以一个斜齿轮为例:
2009-7-24 14:43
这是一个1模数53齿的变位斜齿轮。从模具结构的层面看,通常斜齿轮的注塑模具的结构是很常规的,只要保证足够的精度,一般的模具工厂都可以满足客户的要求。
2009-7-24 14:43
2009-7-24 14:43
但是斜齿轮注塑模具的齿形的成型部分的加工,是每个模具工厂必须面对的难题,当型腔硬度要求HRC50以上时,是很难用切削的方法实现的,也不可能用线切割的方法来实现,因为斜齿轮的齿形的“母线”是螺旋线。
2009-7-24 14:43
对于精度不高的斜齿轮,以往有电铸工艺和铍铜铸造工艺,这样得到的造型零件的硬度是不太理想的,而且齿形的精准度也是不理想的。因为无论是“电铸”还是“铍铜铸”,都需要先做一个“公”,也就是和最终要取得的斜齿轮相似的零件,由于工程塑料收缩的关系,它与最终所要求的产品在几何尺寸上有差别,这个差别的大小与所用的塑料有关,假如所用的塑料是POM,一个直径50mm的齿轮的直径方向的差别就在1mm以上。对于精度不高的齿轮,这个误差是用“变位系数”来调整补偿的。但是在齿形方面的误差就很难补偿,齿形的很多参数都是与模数有关的。譬如是1模数的齿轮,标准的齿高是2.25m。放了收缩率后的模数就是1.025模数,齿高的误差为0.056mm。为了取消这个误差,我们不可能化很大的代价定做模数是1.025的“滚齿刀”来加工这个“公”。单件加工“滚齿刀”的成本肯定是很高的。这样,就产生了一个加工凹的斜齿轮或者蜗轮的模腔的“盲区”。
现在已经有可以螺旋进给的高精度电火花加工机床,但是,这个“公”(电极)怎么做?除非是做m1.025的滚齿刀,在滚齿机上“滚”出来。但是这种可能性比较小,因为磨削这个滚齿刀的“渐开线”有较大的难度,而且它的模数不是整数。 斜齿轮, 查鸿达, 蜗轮, 齿轮, 老查
开思论坛
- 请问这个斜齿轮是不可以出模?
- 圆柱斜齿轮四轴加工探讨(A轴)
- 正确斜齿轮的画法是怎样的
- 各位大哥大姐,刚学Proe装配,想知道斜齿轮装配时怎么啮合?谢谢!!!
- 斜齿轮模具的问题
开思大学
- 《用常规工艺加工精密斜齿轮、蜗轮注塑模具型腔的方法》
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25

- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2009-7-24 14:18 [只看该作者] [回复] [引用] 《用常规工艺加工精密斜齿轮、蜗轮注塑模具型腔的方法》
本文介绍一种用常规工艺加工精密斜齿轮注塑模具型腔的方法,供各位同行参考,以抛砖引玉。本方法的最终加工是由高精密的火花机来实现的,另外二个重要的环节是精密分度和加工高精度的“单齿电极”。本帖隐藏的内容需要回复才可以浏览
首先,要加工出高精度的“单齿电极”: 2009-7-24 14:44
这个电极是用每分钟42000转的高速加工中心铣出来的,齿形的精度误差在0.002以下。关键的问题是这个齿的三维数字模型的建模是否准确?一般的情况下,这个三维数模的原型(未计算收缩率时)是由客户提供的,但是在这里我提醒大家一个问题,一般的客户会提供一整套详细的参数,来作为验收的标准。而他们提供的三维数字模型仅仅是作为参考,为了验证这个三维数模是否准确,我们有必要重新建立数字模型来进行验证。
第一步先画出这个斜齿轮的端面的形状,有很多专门的软件可以精确地将齿形画出来(譬如Marstercam):
2009-7-24 14:44
这里要注意的是,画这个齿形的主要参数:模数,在这里要选“端面模数”,而不是“法向模数”!
斜齿轮的“母线”是螺旋线。斜齿轮的众多参数中,一定有一项参数叫“螺旋角”。我们按客户给定的螺旋角和斜齿轮的“节圆直径”推算出“螺距”(导程)。这样可以画出“螺旋线”,螺旋线的基圆半径取斜齿轮的“节圆”半径。接下来用上面的齿形按“螺旋线”进行实体“导动”,我们便得到这个齿轮的三维数模。
执行“比较”指令,我们便可以将客户提供的三维数模与我们画出来的齿形进行比较。多数情况是不吻合的,我经常遇到的产品设计师都是软件操作的高手,而不是齿轮行业的专家。我们必须与客户方面的产品设计师进行沟通和论证。假如二者相吻合,我们就可以进行下一步的操作。
在确定了我们所用的工程塑料的收缩率后。我们可以执行“比例缩放”命令,将这个“三维数模”放大到我们制造模具所需要的尺寸。然后去除其他的齿,留下单齿,画成前图的电极的形状。其中,连接齿形的长方体的二侧面是分中面。上下面是定Z方向的定位面,是用来确定电极的加工深度的。端面是定Y方向的定位面,这些定位面必须与齿形同时一次性铣出来,而且要保证足够的精度,它将直接决定斜齿轮型腔的精度。火花机加工分三次进行,电极的火花间隙分别为:0.2mm、0.05mm、0.01mm。电极的火花间隙是在编程时用刀具补偿来实现的。
精确的分度是加工斜齿轮模具的型腔的关键,最直接的想法就是用“分度头”来进行分度。但是在实际操作时发现分度头非常的笨重和不方便,而且分度时有一个正转和反转的间隙,一不小心就会有误差,而且这个误差当时不会发现,检测也很困难。据本人多年操作经验的了解,分度头上配套的分度板上的小孔的精度是有问题的,据机床附件厂的朋友介绍,它是用“钻模”钻出来的。因为这些小孔的直径很小,不可能用座标磨床来磨加工。所以靠机械工厂里常规的分度头来对斜齿轮型腔的精确分度是不可能的。(弧长的误差在0.01以下)我设计了一种用来精密分度和定位的简单夹具,供大家参考。
2009-7-24 14:44
分度板是这样的:
2009-7-24 14:44
它上面的均布的53个定位孔与中间的定位孔是用精密线切割机(慢走丝)一次性做出来的,这53个小孔不用先打预先的穿丝孔,线切割加工时直接从外面割进去,可以减少线切割机床因为不断地关机和开机引起的误差。(穿丝必须关机)分度板与要加工的型腔是靠套在一个精度很高的轴上来定位的。并用4个螺钉固定,这4 个螺钉一直到完全加工完毕才松开。
2009-7-24 14:44
2009-7-24 14:44
在夹具的底座上有一个精密的孔,有一根插销将它与分度板相连接:
2009-7-24 14:44
每加工完一个齿,松开压板,拔出销钉,将分度板转过一个小孔,再插入插销,收紧压板,再加工下一个齿。这个夹具使用起来比较方便,直接放在火花机的磁性台面上吸住,打表分中,碰数后就可以加工,重量也很轻,一般不超过3公斤。
2009-7-24 14:44
对于精度不高的塑料齿轮,用普通的火花机来加工,也是非常简便,精度是足足有余的。对于高精度的齿轮,则夹具的每一个零件必须有很好的精度,最后一道的火花机工艺要用精度较高的火花机,譬如“夏米尔”。
这是我在实际生产中取得的一点小经验,也适用于加工塑料“蜗轮”的模具,只要建立精准的数字模型,其加工方法与加工斜齿轮的型腔是一样的。供大家参考。谢谢。