a cold wall:《第三十篇 梅开二度 中华神针再发威》a - 模具技术交流 - CAE模具高校产学联盟网站 ...
来源:百度文库 编辑:偶看新闻 时间:2024/04/30 23:04:30
《第三十篇 梅开二度 中华神针再发威》
以前我有讲到,在塑料模具里面,用“打针”的方法来弥补“熔接痕”的缺陷,戏称“神针”,倒也解决了不少问题。其实,这种方法在压铸模具里,也同样可以大显神通的。
这是发生在最近的事情,那天我接到一个美国朋友来的电话,说他们公司有一个压铸产品是放在浙江一家工厂做的,产品检测下来有一点问题,搞了很久了,一直搞不定,叫我出出主意。产品如下图:

 下载 (49.29 KB)
下载 (49.29 KB)
2009-7-24 10:43
目前做出来的产品的问题主要是有缩孔和密度达不到标准。有一张产品剖开的照片可以看出,内部有很多缩孔:
 下载 (128.81 KB)
下载 (128.81 KB)
2009-7-24 10:48
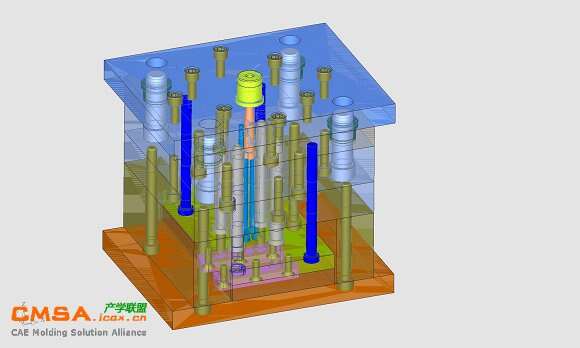
后来模具也寄了给我,模具的结构是这样的:
 下载 (127.38 KB)
下载 (127.38 KB)
2009-7-24 10:54
 下载 (38.87 KB)
下载 (38.87 KB)
2009-7-24 10:57
这个产品的材料是一种铅基低熔点合金,含铅97%、锑3%。应该说,模具和成型过程是比较简单的。但是这个产品有密度方面的要求,虽然是压铸产品,但是却要求轧制产品的密度,也太过分了。难怪那家工厂会屡战屡败了。我想我也不是神仙,再说最近非常忙,也就想婉言拒绝了。树欲静而风不止,谁叫我是老查呢?还大言不惭地自称《金刚钻》。这不,用户已经上门“逼宫”了。
来者姓倪,是某压铸厂的总经理,还有他妹妹,是他们公司的QC主管。一进门,就放下十瓶“茅台”。好家伙,连老查的“死穴”都打听好了。拳不打笑脸,上门都是客,我也只好虚与委蛇,设便宴招待,妄想灌几杯酒将他们打发了。谁知道那个倪经理喝酒倒不怎么样,金庸小说中韦小宝的一套却学到了家,什么“仰慕老查啊,滔滔江水啊”之类搞得我浑身的鸡皮疙瘩都起来了。我出于生意的原因,嘴上的口气虽然是很大,但是我对自己的几斤几两还是很清楚,更何况最近为几个学校写的教材还差一大截,真可谓负债累累,哪有时间淌这趟浑水啊。于是便装聋作哑,光喝酒,就是不接他的茬。
他妹妹倪笑君却是个酒中豪客,差不多已经喝到八成了,却还要和我连浮三大白,这不是要老查的命吗?“这样好了”我忙推托道:“要喝可以,但我有个条件,听说倪小姐是中文系的高材生,我出个对联,你对出来,我就喝三杯。”“你放马过来好了,”倪小姐也不服输。
我记得对联网上有一个:妙人儿倪家少女,我知道出这个对联有一点为老不尊,轻薄女生之嫌。趁着酒兴,也就豁出去轻狂了一把。谁知道倪笑君也不是省油的灯,不依不饶地道:“查老师在‘草船借箭’哪?这对联是网上的呀!这个下联谁都知道:大言者诸葛一人,查老师,你们《金刚钻》公司是不是大言者啊(说大话的),你不把我公司的模具问题给解决了,我趁着酒兴,帮你把招牌改成‘查氏豆腐公司’算了!”我这是惹火烧身啊,偷鸡不成蚀把米,今天算碰到对手了,不答应也不行了。
本帖最后由 liujunyun 于 2009-7-24 10:57 编辑 梅开二度, 发威, 神针, 中华


 发表于 2009-7-24 11:05 [只看该作者] [回复] [引用]
发表于 2009-7-24 11:05 [只看该作者] [回复] [引用]
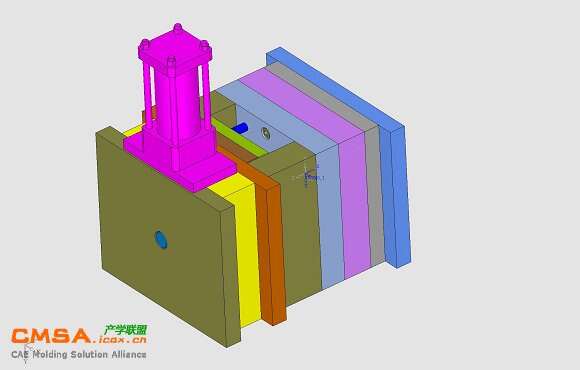
这是模具的外形:

 下载 (88.36 KB)
下载 (88.36 KB)
2009-7-24 10:59
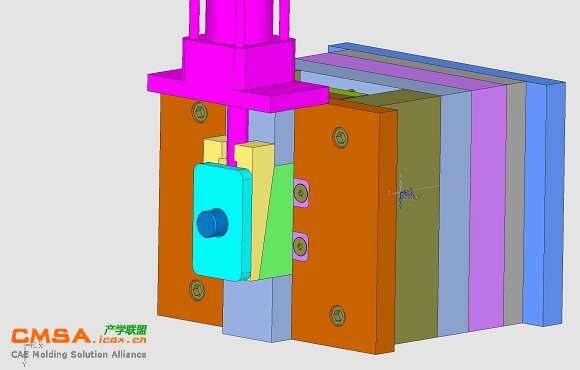
斜插块的结构:
 下载 (102.9 KB)
下载 (102.9 KB)
2009-7-24 11:00
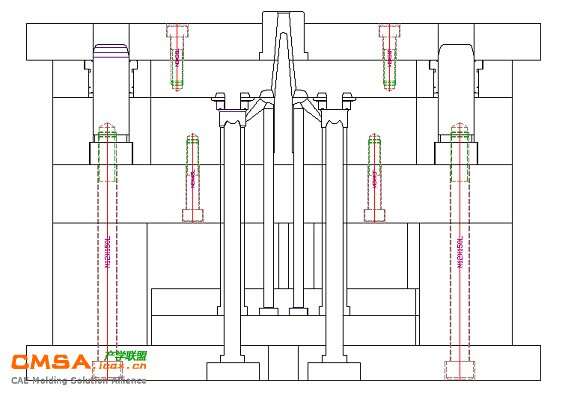
下面是模具的主剖面:
 下载 (71.01 KB)
下载 (71.01 KB)
2009-7-24 11:00
这是增压挤压示意图:
 下载 (96.85 KB)
下载 (96.85 KB)
2009-7-24 11:00
首先是要在压铸机上改动油路,增加一个油缸的动作。我与压铸机制造厂家协商后,在压射头的动作的油路上并联地分出一路液压油管,这路液压油是有一个单独的时间继电器来控制时间的间隔的,后来我采取的是压射后延迟0.2秒进行挤压,效果果然不错。
回头看看模具内部的结构。当压铸机压射时,液态的合金进入模腔,由于压力,推管内针向后退了2毫米。这个时候由油缸拉动的斜插块是处于模具偏上面的位置。压铸机压射完毕,延时0.2秒后,油缸带动斜插块向下铲压,斜插块上的斜面推动斜推块向前挤压“推管内针”,这个挤压力很大,是附加油缸的压力(2吨)除以斜度(10°)的正切值,大概是11吨左右,计算起来挤压的压强是1.8吨/每平方厘米以上,够了,都快成锻打了!这时金属液已经充满了模腔,但尚未完全凝固,再受到11吨的挤压力。买家要求的这个产品密度的问题,就迎刃而解了。倪经理这半年来的烦恼,也一股脑儿抛到“爪哇国”去了。
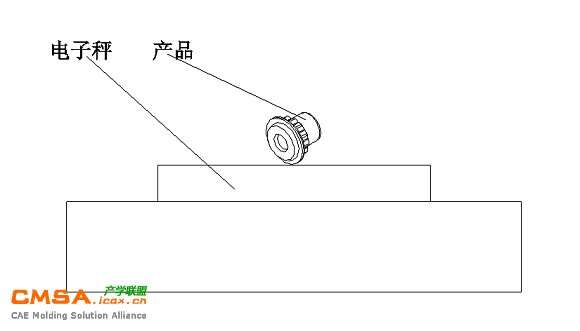
测试产品密度的方法也是非常有意思的,顺便在这里给大家介绍介绍,虽然是一个极为简单的方法,但绝无卖弄之意,只是给大家一个参考。首先将产品放在电子秤上,称出产品的重量。将电子秤上的读数W1记下来。
 下载 (20.77 KB)
下载 (20.77 KB)
2009-7-24 11:00
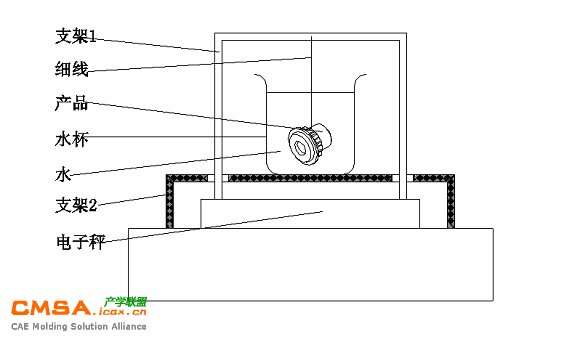
再在一个跨过电子秤但与电子秤不接触的支架2上放一个水杯,放半杯水。另外在一个安放在电子秤上的支架1上(支架1的电子秤读数必须归零),用一根非常细的线(最好用极细的钓鱼线)。将产品绑住并挂在支架1上,再将产品轻轻放入水中,注意产品上不要附气泡,否则会影响测量效果。将电子秤的读数W2再记下来。
 下载 (42.59 KB)
下载 (42.59 KB)
2009-7-24 11:00
W1减W2的值就是产品的同体积水的重量,也就是知道了产品的体积T1。已经知道这种合金的标准比重是每立方厘米11.4克。T1X11.4克/立方厘米=W3(标准重量)。
W3与W1相比较就可以知道产品目前的实际密度。
这是小学里的“自然”课里教的实验方法(上世纪50年代的小学里有这门课),虽然很简单,但是蛮实用的。那时老师说是一个姓阿的先生为了测量皇冠的含金量而发明的(阿基米德)。客户要求的是W3减W1后的数值再除以W3后一定要小于3%。倪先生他们原来做出来的产品都是在4%到5%左右,而模具按我的方法改动后做出来的产品,测出来的指标都在2%左右。问题解决了。
以前我有讲到,在塑料模具里面,用“打针”的方法来弥补“熔接痕”的缺陷,戏称“神针”,倒也解决了不少问题。其实,这种方法在压铸模具里,也同样可以大显神通的。
这是发生在最近的事情,那天我接到一个美国朋友来的电话,说他们公司有一个压铸产品是放在浙江一家工厂做的,产品检测下来有一点问题,搞了很久了,一直搞不定,叫我出出主意。产品如下图:
2009-7-24 10:43
目前做出来的产品的问题主要是有缩孔和密度达不到标准。有一张产品剖开的照片可以看出,内部有很多缩孔:
2009-7-24 10:48
后来模具也寄了给我,模具的结构是这样的:
2009-7-24 10:54
2009-7-24 10:57
这个产品的材料是一种铅基低熔点合金,含铅97%、锑3%。应该说,模具和成型过程是比较简单的。但是这个产品有密度方面的要求,虽然是压铸产品,但是却要求轧制产品的密度,也太过分了。难怪那家工厂会屡战屡败了。我想我也不是神仙,再说最近非常忙,也就想婉言拒绝了。树欲静而风不止,谁叫我是老查呢?还大言不惭地自称《金刚钻》。这不,用户已经上门“逼宫”了。
来者姓倪,是某压铸厂的总经理,还有他妹妹,是他们公司的QC主管。一进门,就放下十瓶“茅台”。好家伙,连老查的“死穴”都打听好了。拳不打笑脸,上门都是客,我也只好虚与委蛇,设便宴招待,妄想灌几杯酒将他们打发了。谁知道那个倪经理喝酒倒不怎么样,金庸小说中韦小宝的一套却学到了家,什么“仰慕老查啊,滔滔江水啊”之类搞得我浑身的鸡皮疙瘩都起来了。我出于生意的原因,嘴上的口气虽然是很大,但是我对自己的几斤几两还是很清楚,更何况最近为几个学校写的教材还差一大截,真可谓负债累累,哪有时间淌这趟浑水啊。于是便装聋作哑,光喝酒,就是不接他的茬。
他妹妹倪笑君却是个酒中豪客,差不多已经喝到八成了,却还要和我连浮三大白,这不是要老查的命吗?“这样好了”我忙推托道:“要喝可以,但我有个条件,听说倪小姐是中文系的高材生,我出个对联,你对出来,我就喝三杯。”“你放马过来好了,”倪小姐也不服输。
我记得对联网上有一个:妙人儿倪家少女,我知道出这个对联有一点为老不尊,轻薄女生之嫌。趁着酒兴,也就豁出去轻狂了一把。谁知道倪笑君也不是省油的灯,不依不饶地道:“查老师在‘草船借箭’哪?这对联是网上的呀!这个下联谁都知道:大言者诸葛一人,查老师,你们《金刚钻》公司是不是大言者啊(说大话的),你不把我公司的模具问题给解决了,我趁着酒兴,帮你把招牌改成‘查氏豆腐公司’算了!”我这是惹火烧身啊,偷鸡不成蚀把米,今天算碰到对手了,不答应也不行了。
本帖最后由 liujunyun 于 2009-7-24 10:57 编辑 梅开二度, 发威, 神针, 中华
开思论坛
- 小老鼠发威,搞不定!!!
开思大学
- 《第三十篇 梅开二度 中华神针再发威》
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25

- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2009-7-24 11:05 [只看该作者] [回复] [引用] 《第三十篇 梅开二度 中华神针再发威》
又是三杯下肚,也差不多醉了,其实,解决的方案我已经基本上想好了。这套模具有4根直径14毫米的推管内针,我让它压铸时退后一个距离,(估计2毫米左右)趁着金属液没有完全凝固,做一个机构,用油缸带动向前挤压,来增加产品的密度。天赐良机,让我们的“神针”在压铸模具领域也占他一席之地,也是人生一大快事。现将模具的解决方案介绍如下,与大家共同探讨:这是模具的外形:
2009-7-24 10:59
斜插块的结构:
2009-7-24 11:00
下面是模具的主剖面:
2009-7-24 11:00
这是增压挤压示意图:
2009-7-24 11:00
首先是要在压铸机上改动油路,增加一个油缸的动作。我与压铸机制造厂家协商后,在压射头的动作的油路上并联地分出一路液压油管,这路液压油是有一个单独的时间继电器来控制时间的间隔的,后来我采取的是压射后延迟0.2秒进行挤压,效果果然不错。
回头看看模具内部的结构。当压铸机压射时,液态的合金进入模腔,由于压力,推管内针向后退了2毫米。这个时候由油缸拉动的斜插块是处于模具偏上面的位置。压铸机压射完毕,延时0.2秒后,油缸带动斜插块向下铲压,斜插块上的斜面推动斜推块向前挤压“推管内针”,这个挤压力很大,是附加油缸的压力(2吨)除以斜度(10°)的正切值,大概是11吨左右,计算起来挤压的压强是1.8吨/每平方厘米以上,够了,都快成锻打了!这时金属液已经充满了模腔,但尚未完全凝固,再受到11吨的挤压力。买家要求的这个产品密度的问题,就迎刃而解了。倪经理这半年来的烦恼,也一股脑儿抛到“爪哇国”去了。
测试产品密度的方法也是非常有意思的,顺便在这里给大家介绍介绍,虽然是一个极为简单的方法,但绝无卖弄之意,只是给大家一个参考。首先将产品放在电子秤上,称出产品的重量。将电子秤上的读数W1记下来。
2009-7-24 11:00
再在一个跨过电子秤但与电子秤不接触的支架2上放一个水杯,放半杯水。另外在一个安放在电子秤上的支架1上(支架1的电子秤读数必须归零),用一根非常细的线(最好用极细的钓鱼线)。将产品绑住并挂在支架1上,再将产品轻轻放入水中,注意产品上不要附气泡,否则会影响测量效果。将电子秤的读数W2再记下来。
2009-7-24 11:00
W1减W2的值就是产品的同体积水的重量,也就是知道了产品的体积T1。已经知道这种合金的标准比重是每立方厘米11.4克。T1X11.4克/立方厘米=W3(标准重量)。
W3与W1相比较就可以知道产品目前的实际密度。
这是小学里的“自然”课里教的实验方法(上世纪50年代的小学里有这门课),虽然很简单,但是蛮实用的。那时老师说是一个姓阿的先生为了测量皇冠的含金量而发明的(阿基米德)。客户要求的是W3减W1后的数值再除以W3后一定要小于3%。倪先生他们原来做出来的产品都是在4%到5%左右,而模具按我的方法改动后做出来的产品,测出来的指标都在2%左右。问题解决了。