小基数减肥98到80斤:《第十九篇 匪夷所思 麻雀生出恐龙蛋》 - 模具技术交流 - CAE模具高校产学联盟网站 ...
来源:百度文库 编辑:偶看新闻 时间:2024/04/27 21:45:30
《第十九篇 匪夷所思 麻雀生出恐龙蛋》
神话里有极其夸大的,可将一根绣花针变成擎天柱,有魔术师可将《自由女神》像变消失的。但是,在我们模具界,是没有神话和魔术的,因为试模时将把所有的问题都反映出来,是骡子是马,一“遛”便知。
各位同仁会说,查老师你这一章《麻雀生出恐龙蛋》的题目出大了吧,大不大,各位看下去便知。杭州某公司的刘经理,有一天突然来到我的办公室,看他那猴急样,必定有“十万火急”的状况,这样的情况我看的多了,我一边看他拿来的图纸,一边不慌不忙地泡开了“功夫茶”。茶过三巡,情况也基本清楚了。
这是一种比较少见的模具,说它是模具,那是“抬举”它了,应该叫“模子”才对。因为非常简单,就上下模二边,是生产一种微发泡的过滤器的,用的工艺是以蒸气为热介质,将模具中的聚乙烯粉末烧结成为带微孔的海绵状的物体。其实模具结构根本并没有什么难度 ,公差都是0.1以上的,问题的关键是“烧结”过程很慢,假如生产量大,要用到很多套模具,一半在“蒸房”里进行“烧结”,另一半在专用的机器上进行“灌粉”。“灌粉”也非常讲究,假如压力小了,粉之间的空隙偏大,产品会产生“缺料”。假如压力大了,粉之间的空隙小了,产生的微孔太小或者没有微孔,产品就报废了。这是一种很特殊的工艺。模具的用量比较多,一个款式往往要用到几百套。核心问题是控制模具制造成本。
下图是刘经理拿来的产品图:

 下载 (130.39 KB)
下载 (130.39 KB)
2009-6-23 10:24
 下载 (125.4 KB)
下载 (125.4 KB)
2009-6-23 10:24
产品是一种有均匀微孔的海绵滤芯。宽0.9米长2米厚度50 毫米,条状突起处R2.3毫米,听刘经理介绍,他们试过很多种方法,其中用龙门刨床加工的效果最差,加工费也非常的高。用铝浇铸的方法也试过,但是模具整体变形和收缩不均匀的问题和砂孔的问题更头痛。用线切割的方法,一段一段拼起来,效果是很好,精度也比较高,但是要命的问题是加工成本高,每套模具单单线切割的加工费就超过12万元。还是优惠价,每平方毫米按0.005元计算的。一共200套模具,单单这一项加工费就2400万元。再加上模具材料(合金铝)和其他加工费,真是一笔天文数字。比原来的预算超过了3倍。但这是一笔每年有几个亿定单的大生意,砸锅卖铁也要上啊。
“喂,刘经理,你们有没有搞错”我笑着说:“你们一定走错地方了,你们应该到银行去排队,申请贷款。我们这里是模具设计公司,是动脑筋的地方,没钱借给你的”。“你说对极了,就是来请你动脑筋的”刘经理一脸无奈地对我说:“我们该想的办法都想过了,大家认为最好的办法,就是来请查老师动脑筋”。“那你们想省钱省到什么样的理想程度?”我很认真地问道:“模具材料是一点也省不到的,只有在加工费上想办法,但是人家加工厂也要生存啊”,“这样好不好”刘经理也非常认真地说:“模具做成我的图纸那样,精度0.1以下,200套模具的加工费控制在500万以下,我们出20万设计费给你公司”。
 下载 (124.57 KB)
下载 (124.57 KB)
2009-6-23 10:28
其实办法我已经想好了,但是内心有点不服气,假如我帮他省下1500万,他才给我20万,真正的岂有此理。政府都承认说,科学技术是第一生产力,难道我想的办法不是生产力。但是我的本事再大,没有发挥的“舞台”也是没有用的,算了,就当是贱卖了。最后签的合同条件是200套模具的加工费控制在300万元以下,假如超过,由我公司支付,刘经理他们公司支付给我公司的设计费是100万元。
讲到这里,各位朋友一定会说,老查摆什么乌龙,这个模具只有用线切割再拼起来的方法,实实在在的加工费,哪里可以省?别急,别急,山人自有妙计,第一步,我先做了二套冷冲模,冲出来的铝片如下图:
 下载 (61.32 KB)
下载 (61.32 KB)
2009-6-23 10:33
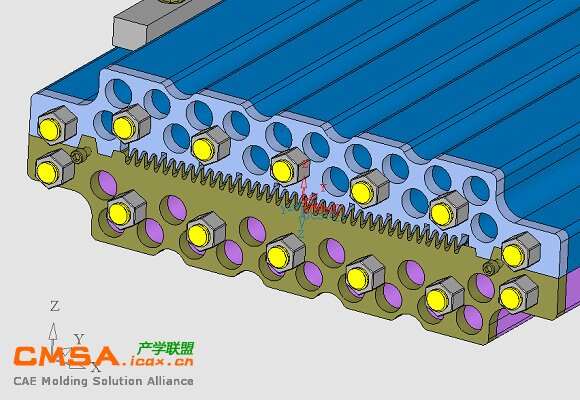
厚度是2毫米,1000片加起来就是2米。我在工件上加了7处30毫米的定位孔,因为是用一套冲模冲出来的,每片之间的相对位置是肯定准确的。再用30毫米的拉光园做定位销,两头车成M30的螺丝,用来锁紧这些薄片,特别要说明的是,前后两头的夹紧片是30毫米厚的不锈钢板(3Cr13)用线切割出来的。装配起来是如下图的情况。
 下载 (137 KB)
下载 (137 KB)
2009-6-23 10:34
冷冲模具共二套,(因为上下模的形状是不同的)二套模具造价12万,冷冲模具为什么这么贵?,各位可知道,我设计的是“精冲模”,压料板带“齿”的,为的是保证冲件侧面的平整度,熟悉冲压工艺的朋友都知道,普通冲模冲出来的工件的侧面是有一点点斜度的,小头是冲头的尺寸,大头是凹模的尺寸,现在采用的“精冲模”避免了这种情况,因为这个项目中我的设想的核心是用冲件的侧面来做整套模具的造型面的。假如冲件的侧面不平整,拼出来的大模具的型面就不光滑了,再要人工修整和抛光,工作量会很大。
最后的结果是这样的,200套模具共用了40万片冲件,每片冲件的加工费是0.3元,共计加工费12万元,加上二套冲模12万元,再加上增加的拉杆螺丝的加工费和两头的30毫米厚的夹紧片的线切割加工费共6万元,加工费的总额为30万元,是原来预计加工费的八十分之一,是合同标的的十分之一。
其实我的方法的真正价值在于加工时间的大大缩短,原来计划200套模具的制造时间是150天,按我的方法,实际上30天就全部完成了。刘经理他们公司可提前4个月投产。使其他的竞争对手没有任何的机会,如果要扩大生产已经是非常的方便,假如模具意外损坏,修复也非常简单。刘经理看了我的方案后,目瞪口呆:“我的天啊,二套小冲模冲出了200套大模具,真是麻雀生出恐龙蛋啊”
神话里有极其夸大的,可将一根绣花针变成擎天柱,有魔术师可将《自由女神》像变消失的。但是,在我们模具界,是没有神话和魔术的,因为试模时将把所有的问题都反映出来,是骡子是马,一“遛”便知。
各位同仁会说,查老师你这一章《麻雀生出恐龙蛋》的题目出大了吧,大不大,各位看下去便知。杭州某公司的刘经理,有一天突然来到我的办公室,看他那猴急样,必定有“十万火急”的状况,这样的情况我看的多了,我一边看他拿来的图纸,一边不慌不忙地泡开了“功夫茶”。茶过三巡,情况也基本清楚了。
这是一种比较少见的模具,说它是模具,那是“抬举”它了,应该叫“模子”才对。因为非常简单,就上下模二边,是生产一种微发泡的过滤器的,用的工艺是以蒸气为热介质,将模具中的聚乙烯粉末烧结成为带微孔的海绵状的物体。其实模具结构根本并没有什么难度 ,公差都是0.1以上的,问题的关键是“烧结”过程很慢,假如生产量大,要用到很多套模具,一半在“蒸房”里进行“烧结”,另一半在专用的机器上进行“灌粉”。“灌粉”也非常讲究,假如压力小了,粉之间的空隙偏大,产品会产生“缺料”。假如压力大了,粉之间的空隙小了,产生的微孔太小或者没有微孔,产品就报废了。这是一种很特殊的工艺。模具的用量比较多,一个款式往往要用到几百套。核心问题是控制模具制造成本。
下图是刘经理拿来的产品图:
2009-6-23 10:24
2009-6-23 10:24
产品是一种有均匀微孔的海绵滤芯。宽0.9米长2米厚度50 毫米,条状突起处R2.3毫米,听刘经理介绍,他们试过很多种方法,其中用龙门刨床加工的效果最差,加工费也非常的高。用铝浇铸的方法也试过,但是模具整体变形和收缩不均匀的问题和砂孔的问题更头痛。用线切割的方法,一段一段拼起来,效果是很好,精度也比较高,但是要命的问题是加工成本高,每套模具单单线切割的加工费就超过12万元。还是优惠价,每平方毫米按0.005元计算的。一共200套模具,单单这一项加工费就2400万元。再加上模具材料(合金铝)和其他加工费,真是一笔天文数字。比原来的预算超过了3倍。但这是一笔每年有几个亿定单的大生意,砸锅卖铁也要上啊。
“喂,刘经理,你们有没有搞错”我笑着说:“你们一定走错地方了,你们应该到银行去排队,申请贷款。我们这里是模具设计公司,是动脑筋的地方,没钱借给你的”。“你说对极了,就是来请你动脑筋的”刘经理一脸无奈地对我说:“我们该想的办法都想过了,大家认为最好的办法,就是来请查老师动脑筋”。“那你们想省钱省到什么样的理想程度?”我很认真地问道:“模具材料是一点也省不到的,只有在加工费上想办法,但是人家加工厂也要生存啊”,“这样好不好”刘经理也非常认真地说:“模具做成我的图纸那样,精度0.1以下,200套模具的加工费控制在500万以下,我们出20万设计费给你公司”。
2009-6-23 10:28
其实办法我已经想好了,但是内心有点不服气,假如我帮他省下1500万,他才给我20万,真正的岂有此理。政府都承认说,科学技术是第一生产力,难道我想的办法不是生产力。但是我的本事再大,没有发挥的“舞台”也是没有用的,算了,就当是贱卖了。最后签的合同条件是200套模具的加工费控制在300万元以下,假如超过,由我公司支付,刘经理他们公司支付给我公司的设计费是100万元。
讲到这里,各位朋友一定会说,老查摆什么乌龙,这个模具只有用线切割再拼起来的方法,实实在在的加工费,哪里可以省?别急,别急,山人自有妙计,第一步,我先做了二套冷冲模,冲出来的铝片如下图:
2009-6-23 10:33
厚度是2毫米,1000片加起来就是2米。我在工件上加了7处30毫米的定位孔,因为是用一套冲模冲出来的,每片之间的相对位置是肯定准确的。再用30毫米的拉光园做定位销,两头车成M30的螺丝,用来锁紧这些薄片,特别要说明的是,前后两头的夹紧片是30毫米厚的不锈钢板(3Cr13)用线切割出来的。装配起来是如下图的情况。
2009-6-23 10:34
冷冲模具共二套,(因为上下模的形状是不同的)二套模具造价12万,冷冲模具为什么这么贵?,各位可知道,我设计的是“精冲模”,压料板带“齿”的,为的是保证冲件侧面的平整度,熟悉冲压工艺的朋友都知道,普通冲模冲出来的工件的侧面是有一点点斜度的,小头是冲头的尺寸,大头是凹模的尺寸,现在采用的“精冲模”避免了这种情况,因为这个项目中我的设想的核心是用冲件的侧面来做整套模具的造型面的。假如冲件的侧面不平整,拼出来的大模具的型面就不光滑了,再要人工修整和抛光,工作量会很大。
最后的结果是这样的,200套模具共用了40万片冲件,每片冲件的加工费是0.3元,共计加工费12万元,加上二套冲模12万元,再加上增加的拉杆螺丝的加工费和两头的30毫米厚的夹紧片的线切割加工费共6万元,加工费的总额为30万元,是原来预计加工费的八十分之一,是合同标的的十分之一。
其实我的方法的真正价值在于加工时间的大大缩短,原来计划200套模具的制造时间是150天,按我的方法,实际上30天就全部完成了。刘经理他们公司可提前4个月投产。使其他的竞争对手没有任何的机会,如果要扩大生产已经是非常的方便,假如模具意外损坏,修复也非常简单。刘经理看了我的方案后,目瞪口呆:“我的天啊,二套小冲模冲出了200套大模具,真是麻雀生出恐龙蛋啊”