有减肥成功的姐妹吗:《第二十一篇 突发奇想 一石激起千层浪》 - 模具技术交流 - CAE模具高校产学联盟网站...
来源:百度文库 编辑:偶看新闻 时间:2024/04/29 17:07:51
《第二十一篇 突发奇想 一石激起千层浪》
在一次聚会上,认识了企业家高先生,听朋友讲,这位神秘的高先生正在生产一个“秘密产品”。听说这个产品做起来难度很高,但是订单量非常大,利润很高。这个家伙很鬼,他从来也不让别人看他的工厂。但是我的一个最大的“毛病”,就是对“神秘”的事情,非要问到个底。于是厚着脸皮与高先生套起近乎来。天南海北地扯了半天,得到的唯一情报是:这个产品是用高速冲床冲出来的,是用在节能灯泡里的,需要量非常大。产品很小,要用放大镜才能看清楚。
后来才知道,高先生与我在江苏大学的同学老戴是非常要好的朋友,于是我就托老戴向高先生“介绍”了我的情况,特别是我的模具方面的很多发明创造的“故事”(肯定吹得神乎其神)。过了没几天,高先生就打电话给我,热情地邀请我参观他的工厂。
高先生希望我帮他想想办法,能否减少不良品和提高产量。我仔细地看了生产的全过程,这个产品很特殊,是个薄薄的圆片,直径才1.35毫米,厚度0.05毫米。材料是银铅合金。听说是发光二极管里供焊接用的触点。需要量特别大。按常规的冲裁方法是难以做好的,因为这么薄的材料,冲头和凹模之间的间隙非常难控制。(上下模的单边间隙一般是片料的5%~10%,否则会产生毛刺,使得产品粘在一起)他们现在采用的是“聚氨酯”法,直接用聚氨酯做下模。产品倒是做的很好,周边非常光滑,很漂亮。看来高先生也是个不简单的人物,能够将要求这么高的东西做到如此地步,肯定化了不少的心血。
问题是“聚氨酯”法做出来的产品不能够向下落,产品又非常小,收集起来非常麻烦,操作的工人动作稍微慢一点点,做好的产品就会被第二次冲下的冲头压坏,产生次品,最要命的是,要花大量的劳动力将这些次品挑出来,否则客户拒收。这个工作量超过了总用工量的50%。算起来做这个产品利润很高,但是人工费的比例太高了。高先生这次是专程请我帮他诊断诊断,看看能否解决这个问题。据高先生讲,他们已经请了很多很多高手来看过了,也改进了很多,但是总不能根本解决问题,假如这个问题解决了,生产规模可以5倍10倍地扩大。订单是根本没有问题的,虽然现在是全球金融危机,但是国外的订单一点也没有减少。
本帖最后由 liujunyun 于 2009-6-25 12:04 编辑 突发奇想, 一石激起千层浪, 老查, 查鸿达


 发表于 2009-6-25 12:06 [只看该作者] [回复] [引用]
发表于 2009-6-25 12:06 [只看该作者] [回复] [引用]

 下载 (45.35 KB)
下载 (45.35 KB)
2009-6-25 12:06
高先生反映的情况完全是准确的,产品冲起来很快,20台小型的高速冲床一字排开,24小时不停地冲,每台冲床每天的产量是以千万计算的,可惜的是有相当一部分产品被第二次的动作冲坏。他们现在采取的方法是在皮带上涮水,将产品带到旁边来再用刀片刮下来,但是还是有约5%的产品被冲坏,麻烦的是将这些被冲坏的产品挑出来的过程是非常的使人头痛,必须好多人用放大镜和镊子,细心地挑选,难怪高先生要头痛了。
另外一个原因不知道高先生想过没有,由于冲针的直径是1.35毫米,刚性比较差,后面的固定部分必须加粗(行业内称为双托型),否则冲模不能正常工作,这就带来了一个大大的问题,必然冲针之间的距离比较大(目前是3毫米),因此片材的浪费比较大,由于银铅合金比较贵,材料利用率低,当然相应的利润就会低。
“喂,高先生,冲针能否排密一点啊?”我试探着问:“我都想啊,试过多次了,就是经常断冲针”高先生回答道:“间隔3毫米已经是最小的了,假如想到办法,缩小间隔,冲针又不断,那真是天上掉馅饼了,那些废料可都是银子啊”。
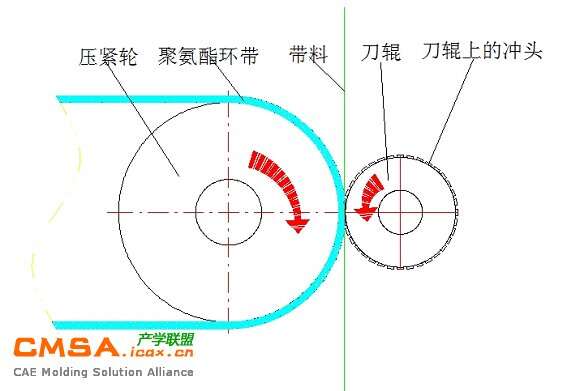
趁着和高先生闲聊,我脑子里渐渐有了一个方案。回来后经过几天的思考和反复“捣鼓”,最后拿出了一个“惊世骇俗”方案,我自己给起的名称是:《超薄片料滚压式落料模具》。基本原理如下图:
 下载 (92.96 KB)
下载 (92.96 KB)
2009-6-25 12:08
 下载 (140.2 KB)
下载 (140.2 KB)
2009-6-25 12:08
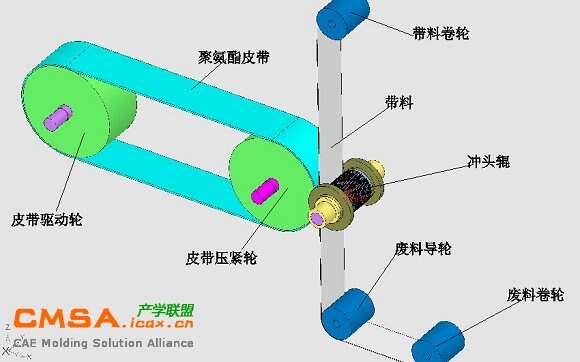
模具(好像已经超越模具的常规概念了)的总体结构原理如下图:
 下载 (101.11 KB)
下载 (101.11 KB)
2009-6-25 12:09
经过多次的试验和改进,终于达到了理想状态,结果是惊人的。改进后的模具(本身带动力和调速机构,不用冲床了),每台每天的产量是2.07亿个,等于原来20台冲床的每天总产量。根本就没有次品,挑选次品的工作也成为了历史。(这才是最重要的)高先生的高兴劲是可想而知了。
我本来也是非常的高兴,因为这个方案是带有“叛逆”性的发明,前后的效果之比较是“前无古人后无来者”的。我自己也在佩服自己的“胆大妄为”,可是,事情并不是如我想象的那么美好。
本帖最后由 liujunyun 于 2009-6-25 12:11 编辑
发表于 2009-6-25 12:21 [只看该作者] [回复] [引用]
我是搞技术的,那些工人就业的事情让高先生自己想办法吧。下面我来讲讲这套模具(或者称为装置)的技术要点吧,整套机构的原理是非常简单的,示意图一看就明白,其中有二个重要的问题,第一是刀辊和聚氨酯皮带的线速度要尽量一致。否则产品的几何尺寸会有一点点误差,聚氨酯皮带的表面时间久了会起毛。
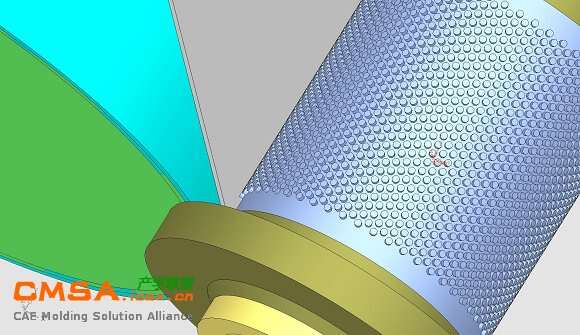
刀辊的制造方法有二种,第一种是“种针”的方法,将直径和产品直径一致的冲针“种”在刀辊上。先在用经过调质的45号钢做的刀辊体上钻出直径1.35的孔(先在别的铁板上试一下,必须紧配),深度为6毫米,孔的位置是经过精密计算过的。再将买来的冲针切成长度7毫米,然后将7毫米长的冲针的一头的3毫米部分磨成单边10度的锥度。然后将所有的冲针全部紧打下去,再整体用外圆磨床磨到预定的尺寸。如下图:
 下载 (133.25 KB)
下载 (133.25 KB)
2009-6-25 12:12
刀辊的第二种做法是用“片”组合起来的,加工比较麻烦,但是它的优点是局部损坏了可以灵活更换,不必整个刀辊更换。冲头是用精密火花机加工出来的。如下图:
 下载 (48.13 KB)
下载 (48.13 KB)
2009-6-25 12:20
这是一个真实的故事,这种装置对付极薄的料是行之有效的,在这里与大家共享,希望能够抛砖引玉。
在一次聚会上,认识了企业家高先生,听朋友讲,这位神秘的高先生正在生产一个“秘密产品”。听说这个产品做起来难度很高,但是订单量非常大,利润很高。这个家伙很鬼,他从来也不让别人看他的工厂。但是我的一个最大的“毛病”,就是对“神秘”的事情,非要问到个底。于是厚着脸皮与高先生套起近乎来。天南海北地扯了半天,得到的唯一情报是:这个产品是用高速冲床冲出来的,是用在节能灯泡里的,需要量非常大。产品很小,要用放大镜才能看清楚。
后来才知道,高先生与我在江苏大学的同学老戴是非常要好的朋友,于是我就托老戴向高先生“介绍”了我的情况,特别是我的模具方面的很多发明创造的“故事”(肯定吹得神乎其神)。过了没几天,高先生就打电话给我,热情地邀请我参观他的工厂。
高先生希望我帮他想想办法,能否减少不良品和提高产量。我仔细地看了生产的全过程,这个产品很特殊,是个薄薄的圆片,直径才1.35毫米,厚度0.05毫米。材料是银铅合金。听说是发光二极管里供焊接用的触点。需要量特别大。按常规的冲裁方法是难以做好的,因为这么薄的材料,冲头和凹模之间的间隙非常难控制。(上下模的单边间隙一般是片料的5%~10%,否则会产生毛刺,使得产品粘在一起)他们现在采用的是“聚氨酯”法,直接用聚氨酯做下模。产品倒是做的很好,周边非常光滑,很漂亮。看来高先生也是个不简单的人物,能够将要求这么高的东西做到如此地步,肯定化了不少的心血。
问题是“聚氨酯”法做出来的产品不能够向下落,产品又非常小,收集起来非常麻烦,操作的工人动作稍微慢一点点,做好的产品就会被第二次冲下的冲头压坏,产生次品,最要命的是,要花大量的劳动力将这些次品挑出来,否则客户拒收。这个工作量超过了总用工量的50%。算起来做这个产品利润很高,但是人工费的比例太高了。高先生这次是专程请我帮他诊断诊断,看看能否解决这个问题。据高先生讲,他们已经请了很多很多高手来看过了,也改进了很多,但是总不能根本解决问题,假如这个问题解决了,生产规模可以5倍10倍地扩大。订单是根本没有问题的,虽然现在是全球金融危机,但是国外的订单一点也没有减少。
本帖最后由 liujunyun 于 2009-6-25 12:04 编辑 突发奇想, 一石激起千层浪, 老查, 查鸿达
开思论坛
- 【老查做模一千零一招授权开思网发布电子档】提供下载
- 【积分兑换】听故事学模具 《老查做模一千零一招》第一卷
- 《用常规工艺加工精密斜齿轮、蜗轮注塑模具型腔的方法》
- 第一次亲密接触......《老查做模一千零一招》作者 老查
- 【老查做模一千零一招授权开思网发布电子档】提供下载
- 【积分兑换】听故事学模具 《老查做模一千零一招》第一卷
- 《用常规工艺加工精密斜齿轮、蜗轮注塑模具型腔的方法》
- 第一次亲密接触......《老查做模一千零一招》作者 老查
开思大学
- 专家大讲堂—老查说模具走进《深圳职业技术学院》
- 【最新图书信息】《老查做模一千零一招》
- 专家大讲堂—老查说模具走进高校【圆满结束】
- 《第三十五篇 齐心合力 众人拾柴火焰高》
- 《第三十四篇 血浓于水 施援手倾力相助》
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25

- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2009-6-25 12:06 [只看该作者] [回复] [引用] 《第二十一篇 突发奇想 一石激起千层浪》
。。我在车间里呆了大概有4个小时,基本上搞清楚了目前产品生产的全过程。产品冲压的原理如下图: 2009-6-25 12:06
高先生反映的情况完全是准确的,产品冲起来很快,20台小型的高速冲床一字排开,24小时不停地冲,每台冲床每天的产量是以千万计算的,可惜的是有相当一部分产品被第二次的动作冲坏。他们现在采取的方法是在皮带上涮水,将产品带到旁边来再用刀片刮下来,但是还是有约5%的产品被冲坏,麻烦的是将这些被冲坏的产品挑出来的过程是非常的使人头痛,必须好多人用放大镜和镊子,细心地挑选,难怪高先生要头痛了。
另外一个原因不知道高先生想过没有,由于冲针的直径是1.35毫米,刚性比较差,后面的固定部分必须加粗(行业内称为双托型),否则冲模不能正常工作,这就带来了一个大大的问题,必然冲针之间的距离比较大(目前是3毫米),因此片材的浪费比较大,由于银铅合金比较贵,材料利用率低,当然相应的利润就会低。
“喂,高先生,冲针能否排密一点啊?”我试探着问:“我都想啊,试过多次了,就是经常断冲针”高先生回答道:“间隔3毫米已经是最小的了,假如想到办法,缩小间隔,冲针又不断,那真是天上掉馅饼了,那些废料可都是银子啊”。
趁着和高先生闲聊,我脑子里渐渐有了一个方案。回来后经过几天的思考和反复“捣鼓”,最后拿出了一个“惊世骇俗”方案,我自己给起的名称是:《超薄片料滚压式落料模具》。基本原理如下图:
2009-6-25 12:08
2009-6-25 12:08
模具(好像已经超越模具的常规概念了)的总体结构原理如下图:
2009-6-25 12:09
经过多次的试验和改进,终于达到了理想状态,结果是惊人的。改进后的模具(本身带动力和调速机构,不用冲床了),每台每天的产量是2.07亿个,等于原来20台冲床的每天总产量。根本就没有次品,挑选次品的工作也成为了历史。(这才是最重要的)高先生的高兴劲是可想而知了。
我本来也是非常的高兴,因为这个方案是带有“叛逆”性的发明,前后的效果之比较是“前无古人后无来者”的。我自己也在佩服自己的“胆大妄为”,可是,事情并不是如我想象的那么美好。
本帖最后由 liujunyun 于 2009-6-25 12:11 编辑
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2009-6-25 12:21 [只看该作者] [回复] [引用] 《第二十一篇 突发奇想 一石激起千层浪》
。。原来高先生的工厂原来一共用了100多个工人,经过这样一改进,产量翻了10翻,而且高先生还想进一步扩大生产规模,以垄断欧美市场,但是所有的工作8个人就全部搞定了。多出来的工人怎么办?我是搞技术的,那些工人就业的事情让高先生自己想办法吧。下面我来讲讲这套模具(或者称为装置)的技术要点吧,整套机构的原理是非常简单的,示意图一看就明白,其中有二个重要的问题,第一是刀辊和聚氨酯皮带的线速度要尽量一致。否则产品的几何尺寸会有一点点误差,聚氨酯皮带的表面时间久了会起毛。
刀辊的制造方法有二种,第一种是“种针”的方法,将直径和产品直径一致的冲针“种”在刀辊上。先在用经过调质的45号钢做的刀辊体上钻出直径1.35的孔(先在别的铁板上试一下,必须紧配),深度为6毫米,孔的位置是经过精密计算过的。再将买来的冲针切成长度7毫米,然后将7毫米长的冲针的一头的3毫米部分磨成单边10度的锥度。然后将所有的冲针全部紧打下去,再整体用外圆磨床磨到预定的尺寸。如下图:
2009-6-25 12:12
刀辊的第二种做法是用“片”组合起来的,加工比较麻烦,但是它的优点是局部损坏了可以灵活更换,不必整个刀辊更换。冲头是用精密火花机加工出来的。如下图:
2009-6-25 12:20
这是一个真实的故事,这种装置对付极薄的料是行之有效的,在这里与大家共享,希望能够抛砖引玉。
突发奇想~~~~~
突发奇想
突发奇想
突发奇想解释
突发奇想问问“点背”
关于足球的突发奇想
昨天突发奇想,心脏怎么工作的?
突发奇想→鱼产卵数量
本人突发奇想,关于数学的
同学突发奇想,问了一道题目
一个突发奇想关于图象的问题?
一道突发奇想的证明题
突发奇想-极品飞车5与极品飞车6
孙悟空看了马克思的《论社会主义的思想武器〉〉之后突发奇想,写了一篇什么文章?
讨论:突发奇想8月5日 寡妇节???
突发奇想:鱼类是如何繁殖下一代的?
突发奇想,看看你们有什么看法?(内详)
突发奇想!!无国籍人士是不是意味着没有户口!?
突发奇想,女强人没男人要的话,会不会喜欢同性哈。。。
请问王谦祥和李增瑞说的相声“突发奇想”里的背景钢琴曲是什么曲名呀?
突发奇想,谋求下联.上联为"风扬积雪雪积峰"
突发奇想的有一个问题:我们的航天员可以去蹦极吗?
突发奇想:对树浇酒会怎么样呢?啤酒?药酒?会不会伤树根......呵
突发奇想:大家来组装一台宇宙最强的个人电脑